
- 河北波纹管
金属波纹管的成型工艺及补偿量的计算方法
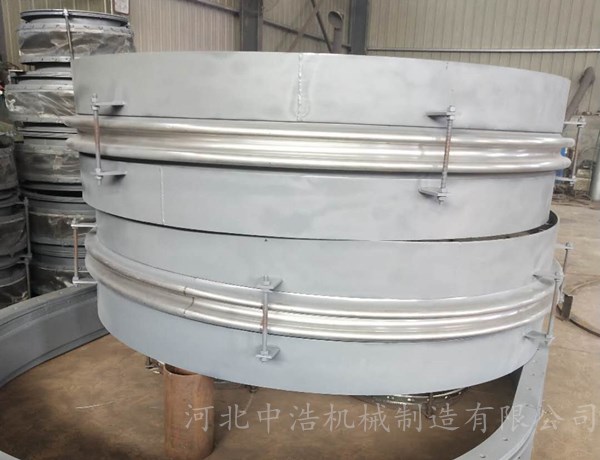
圆形金属波纹管在加个过程中,原料不锈钢板材要按照技术设计图纸来加工制作。确定好尺寸后通过剪板机进行定尺裁剪。接下来是圆形金属膨胀节卷筒制作工艺了,将裁好的板材用自动焊接卷制焊接成筒形在焊接时要注意焊接接头要清洁,整齐没有杂质,假如处理不好将直接影响焊口的牢固性。焊接成筒后要对焊口进行探伤抽查,以确保圆形金属波纹管的后期质量。
接下来是压制波纹的这道工艺了,将焊接的好的筒体放到机械涨形的压波机上,通过模具的机械涨形,在筒体上撑出波纹的形状来。在撑波是要注意要匀速运行设备,以免因为速度过快,导致波纹被撑裂开。在筒体需要做的波纹比_多的时候,要注意测量尺寸,以此来确保出来的波纹是均匀的。
我们看到的金属波纹管它们的波纹数量有多有少,那么这个波纹数量是怎么来决定的呢?它一般是根据补偿量或产品高温计算出来的。那么我们怎样才能知道我们需要多大补偿量的金属波纹管膨胀节呢?其实管道热胀冷缩产生的位移量是有公式来进行计算的。
管道热胀冷缩所需要的补偿量计算公式:X=a·L·△T x 管道膨胀量 a为线膨胀系数,取0.0133mm/m L补偿管线(所需补偿管道固定支座间的距离)长度 △T为温差(介质温度-安装时环境温度)
只有所选的金属波纹管的补偿量大于管道热胀冷缩所产生的位移量,才能确保金属波纹管的正常使用,确保管道的正常运行。
河北波纹管制造有限公司 2014(C)版权所有
技术支持:中科四方